Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Введение
1. Сущность и назначение заданного технологического процесса.
1.1 Описание технологической схемы производства. Обоснование выбора оборудования.
2. Описание конструкции и работы вальцев.
3. Расчеты производительности машин или установки, мощность приводов, обсчет кинематической схемы, расчет основных деталей и сборочных единиц.
4. Мероприятия по охране труда.
5. Заключение.
Список используемой литературы.
Введен и е
При переработке полимерных материалов и, в частности, резиновых смесей используется большое количество машин, у которых основными рабочими узлами являются валки. Такие машины принято называть валковыми.
В производстве резиновых изделий применяются различные типы вальцев для листования, подогрева и пластикации резиновых смесей, а также для дробления, размола, очистки старой резины , резиновых отходов в регенераторном производстве.
Вальцами обычно называют машину с двумя вращающимися в разные стороны валками, оси вращения которых расположены в горизонтальной плоскости. Валки вальцев имеют, как правило, различную окружную скорость вращения. Выпускаются несколько типов резинообрабатывающих вальцов следующего назначения:
Смесительные (См) - для приготовления смесей из каучука с различными ингредиентами;
Подогревательные (Пд) - для повышения пластичности и подогрева смесей;
Смесительно-подогревательные (См-Пд) - для пластикации каучука, смешения его с ингредиентами и подогрева смесей;
Дробильные (Дб) - для дробления старой резины в производстве регенерата, вальцы Др 800 710/710 для дробления изношенных автопокрышек диаметром до 800 мм с текстильным кордом;
Размалывающие (Рз) - для размола отходов резины;
Рафинирующие (Рф) - для очистки регенерата и смесей от посторонних твердых включений.
Выпускаются вальцы индивидуальные и агрегатные (из двух и трех вальцов) с лево- и правосторонним приводом валков от электродвигателя переменного тока через:
Редуктор и приводные шестерни;
Блок-редуктор и зубчатую муфту;
Блок-редуктор и шарнирные шпиндели.
Специальный механизм позволяет регулировать зазор между валками во время работы вальцов, что повышает производительность. Валки чугунные, двухслойные (полые, сверленные, гладкие, рифленые).
Валки охлаждаются проточной водой. Закрытый слив воды исключает попадание воды в масляную ванну фрикционных шестерен.
Стрелы улучшенной конструкции защищают подшипники валков от попадания резиновой массы.
Автоматическая станция густой смазки облегчает труд оператора, а рациональное размещение узлов машины и элементов управления создают ему удобные условия обслуживания вальцов.
1. Сущность и назначение технологического процесса
Процесс приготовления резиновой смеси называется смешением. Основная задача его -- получение совершенно однородной резиновой смеси. Смешение производится на вальцах или в закрытых резиносмесителях в течение 10 мин. Так как в резиносмесителях возможна преждевременная вулканизация смеси, то во многих случаях предпочитают вальцы . Основные части вальцов -- полые валки, внутри которых проходит вода для охлаждения их во время работы.
Скорость переднего (рабочего) валка ниже скорости заднего, диаметр же переднего больше диаметра заднего. Вальцы снабжены механическим ножом для подрезания и срезания резиновой смеси.
Смешение складывается из трех основных стадий:
- разогревание каучука на вальцах и перемешивание;
Введение ингредиентов: противостарителей, ускорителей, смягчителей и т. д.;
Перемешивание смеси и снятие ее с вальцов.
Процесс смешения резиновой смеси на вальцах следующий. Устанавливают зазор между валками вальцов в 2--3 мм, загружают каучук и развальцовывают его. Через 3 мин вводят ингредиенты. После этого подвергают смесь гомогенизации, т. е. перемешиванию т , для придания однородности. Затем небольшими кусками, весом 10--12 кг каждый, снимают с вальцов смесь.
Иногда для лучшего перемешивания смесь срезают, свертывают в рулоны и пропускают несколько раз через зазор (торцом). Весь процесс вальцевания занимает 26 мин. Каждый кусок смеси, срезанной с вальцов, маркируют. Затем смесь охлаждают в воде, отбирают образцы для проверки смешения и отправляют смесь в цеховую кладовую, где она хранится до получения результатов испытания. По получении положительных результатов контроля смесь поступает на дальнейшую обработку.
1.1 Описание технологической схемы производства. Обоснование выбора оборудования
Резиновый линолеум -- релин -- представляет собой двух-или трехслойный рулонный материал с износостойким декоративным верхним слоем. В качестве основного сырья для производства релина применяют дробленую старую резину и нефтяной битум или близкий к нефтяному битуму продукт -- руброкс и асбест 7-го сорта. Из них изготовляют нижний подкладочный слой. В состав нижнего слоя вводят также серу (для вулканизации резины), ускорители процесса вулканизации совместно с оксидом цинка, парафином (для облегчения переработки массы). Верхний декоративный слой изготовляют из синтетического каучука с добавкой серы, ускорителей, красителей и наполнителя. В качестве наполнителей применяют белую сажу (силикагель), каолин и древесную муку.
Технологический процесс производства релина состоит из дробления старой резины; изготовления битумно-резиновой смеси для нижнего слоя; каландрирования битумно-резиновой смеси в полотно; изготовления цветной резиновой смеси для верхнего слоя; каландрирования цветной резиновой смеси в полотно; дублирования двух слоев и вулканизации материалов; охлаждения, вылеживания, раскроя, отбраковки и упаковки. Релин выпускают в рулонах длиной не менее 9 м, шириной 1000... 1400 мм и толщиной (3±0,2) мм, одно-и многоцветным (мраморовидным). Цветостойкость релина высокая, он водостоек, имеет повышенную износоустойчивость, существенно не меняет своих свойств при колебаниях температуры от --25 до +85°С, обладает малой звукопроницаемостью, химической стойкостью и высокими диэлектрическими свойствами.
Релин предназначается для покрытия полов в жилых, общественных и промышленных зданиях с повышенной влажностью.
Подготовка сырья на резиносмесителях.
Резиносмеситель является машиной закрытого типа. Он предоставляет собой камеру, состоящую из двух цилиндрических половин, внутри которых навстречу друг другу вращаются два ротора, имеющих сложную конфигурацию в продольном и поперечном сечении. Камера с торцов закрыта боковыми стенками, через которые проходят роторы своими цилиндрическими шейками. Сверху камера имеет загрузочное окно, закрываемое затвором, который способен перемещаться в вертикальном направлении и открывать или закрывать доступ в камеру. В нижней части камеры имеется загрузочное окно, закрываемое нижним затвором.
Исходные компоненты резиновой смеси (каучук, наполнители, пластификаторы, вулканизующие агенты и др.) загружаются в определенном порядке или все вместе в камеру резиносмесителя через верхнее окно.
Перемешивание сопровождается деформацией и разделением частиц компонентов. В отличие от вальцов эти процессы совершаются не только в зазоре между роторами (валками), но и во всем остальном пространстве смесительной камеры: между роторами и стенкой камеры, между роторами и гребнем нижнего затвора, между роторами и боковыми стенками.
В результате перемешивания исходные компоненты распределяются в массе каучука, и готовая резиновая смесь в виде достаточно однородной бесформенной массы выгружается из резиносмесителя через нижнее окно.
Резиносмеситель работает по периодическому циклу, складывающемуся в основном из трех операций: загрузки компонентов, собственно смешения и выгрузки готовой резиновой смеси. Продолжительность цикла смешения определяется составом резиновой смеси, свойствами исходных компонентов и целым рядом других факторов.
Подготовка сырья на вальцах.
Резиновая смесь загружают на вальцы и многократно пропускают через зазор между вращающимися валками. Резиновая смесь втягивается в зазор под действием силы трения и в результате возникающего сцепления (адгезии) между резиновой смесью и поверхностью вращающихся валков. При этом зона деформации и степень захвата резины валками определяются углом альфа, который, колеблется в пределах от 10 до 45 градусов.
Многократное пропускание резиновой смеси через зазор между валками обеспечивает равномерный разогрев и перемешивание, чему способствует подрезка (в ручную или с помощью механического ножа) образующегося на валке слоя.
Подготовка сырья на каландрах.
Разогретую резиновую смесь пропускают в зазоре между горизонтальными валками, вращающимися навстречу друг другу, при этом образуется бесконечная лента определенной ширины и толщины.
При каландровании полимерных материалов проходит через зазор только один раз. Поэтому для получения листа с гладкой поверхностью очень часто используют трех- или четырехвалковый каландры, имеющие листы с точностью по толщине до + 0,02 мм. Ширина листа определяется рабочей длинной валка.
При каландровании проводят различные технологические операции:
Формование резиновой смеси и получение гладких или профильных листов;
- дублирование листов;
- обкладка и промазка текстиля резиновой смесью.
Под действием упругих сил деформируемого материала, проходящего через зазор, между валками каландра возникают распорные усилия, величина которых зависит от зазора между валками, запаса смеси между ними, вязкоупругих свойств смеси, скорости обработки и других факторов. Наибольшее распорные усилия возникают между первым и вторым валками каландра, на которых находится наибольший запас смеси.
Подогретую резиновую смесь загружают в камеру предформователя. Станок состоит из инжекционного цилиндра с поршнем, гидроцилиндра, поворотной головки со сменной профилирующей шайбой, плоского отрезного ножа с приводом и отборочным транспортером, гидропривода, системы термостатирования инжекционного цилиндра, вакуум-насоса, осуществляющего вакуумирование смеси перед профилирующей головкой.
Под действием поршня из инжекционного цилиндра через профилирующую шайбу выдавливается резиновая смесь, приобретая необходимую форму. После выхода из шайбы резиновый профиль срезается ножом.
Полученная заготовка попадает в ванну для охлаждения и обработки антиадгезивным раствором, или в воде, или мыльном растворе (что оговаривается технологической картой), для предотвращения слипания заготовок во время хранения. Во избежания деформации заготовок производят их сортировку.
На червячных машинах.
В результате взаимодействия с рабочими органами машины резиновая смесь подвергается интенсивным деформациям, главным образом сдвигового характера, нагревается и размягчается до пластичного состояния. Червяк создает давление в перерабатываемом материале, достаточное для преодоления сопротивления головки и профилирующего инструмента. Пластичная резиновая смесь продавливается через профилирующий инструмент, приобретая форму и очертания, близкие профилю выходного отверстия.
Червячные машины относятся к классу машин непрерывного действия. Непрерывная подача материала в загрузочную воронку обеспечивает получение профильных заготовок любой длины.
В процессе переработки резиновой смеси на червячных машинах одновременно протекают явления перемешивания, пластификации, нагнетания и формообразования.
2. Описание конструкции и работы вальцев (Лист 1)
Различные типы вальцев имеют в основе одинаковый принцип действия и ряд сходных узлов (сборочных единиц) и деталей. В общем вальцы (рис. 1) представляют собой машины, основными рабочими органами которой являются два полые валка(7) и (20) , расположенные в горизонтальной плоскости и вращающиеся навстречу друг другу. Некоторые вальцы, используемые при регенерации р езины, имеют три валка. . Валок (7) называется передним, так как он расположен с передней сторон ы рабочего места вальцев. Валок ( 2 0) называют задним. Рабочая поверхность валков может быть гладкой или рифленой в зависимости от назначения вальцев. Каждая из двух станин вальцев стянута сверху траверсой (поперечинами) (3) и помещается на массивной чугунной фундаментной плите (13) . Фундаментная плита с нижней стороны имеет ребра жесткости. У вальцев с групповым приводом на фундаментной плите под каждой из станин устанавливаются трансмиссионные подшипники.
В четырех углах фундаментной плиты расположены выступающие тумбы для установки и крепления станин вальцев. Крепление станин (12) вальцев к фундаментной плите производится при помощи болтов и специальных клиньев. Высота поверхности рабочего пола обычно находится на уровне верхней части тумб фундаментной плиты. Для регулировки параллельности установки двух станин и увеличения жесткости конструкции ва льцев имеется два стяжных болта . Станины ()12 и поперечины (траверсы) (3) вальцев отливаются из чугуна и должны иметь 5--6-кратный запас прочности против наибольших усилий, развиваемых при работе. В каждой станине вальцев устанавливается по два валковых підшипника (2) (один от переднего, а другой от заднего валков). Подшипники заднего валка (20) неподвижно прикрепляются к соответствующей станине при помощи болтов. Подшипники переднего валка (7) установлены так, что их можно передвигать по станине для регулировки величины зазора между валками. Корпусы валковых подшипников скольжения для улучшения условий работы имеют специальные полости для охлаждения.
Рис. 1 Общий вид вальцев:
1 -- передний валок; 2 -- задний валок; 3 -- ограничительные стрелки; 4 -- приводная шестерня; 5, 17 -- верхние траверсы; 6 -- указатель величины зазора между валками; 7 -- механизм регулировки зазора; 8, 12 -- станины вальцев; 9, 14 -- подшипники трансмиссионного вала; 10 -- соединительные болты; 11 -- фундаментная плита; 13 -- окна для заворачивания фундаментных болтов; 15 -- трансмиссионный вал; 16 -- передаточные (фрикционные) шестерни; 18 -- колпачковая масленка; 19 -- кон ечный (аварийный) выключатель; 2 0 -- штанга аварийного выключателя.
Регулировка величины зазора между валками производится при помощи специальных механизмов (14) , снабженных предохранительными устройствами. На каждой из станин имеются указатели величины зазора для устранения перекоса валков. Валки изготавливаются полыми из специального высококачественного чугуна с закаленной поверхностью рабочей части и расточкой внутренней поверхности, на которую подается охлаждающая вода (при помощи специальной системы охлаждения). Для предотвращения возможности попадания перерабатываемого материала в валковые подшипники на вальцах устанавливаются за щитные раздвижные щитки-стрелки одна половина которых крепится к переднему, а другая к заднему подшипникам валков.
Специальная конструкция стр е лок (4) обеспечивает достаточную надежность в работе. Для смазки поверхностей трущихся пар вальцы снабжены специальной системой с рядом смазывающих устройств. На поперечинах станин вальцев смонтированы устройства (5) для аварийного останова. Станины и траверсы, воспринимающие распорные усилия при работе вальцев, отлиты из стали. Перемещение передних подшипников осуществляется при помощи двух механизмов регулировки зазора (14) . Механизм регулировки зазора (рис. 2) расположен на станине со стороны переднего валка. Нажимной винт 1 вращается в стальной гайке 12, закрепленной в станине вальцев.
На конце нажимного винта 1 смонтировано предохранительное устройство, которое состоит из пр едохранительной шайбы 9, крышки 11 , матрицы 8, пуансона 10 и корпуса 7, закрепленного болтами на корпусе подшипника 6 валка вальцев.
Рис. 2. Механизм регулировки зазора:
1 -- нажимной винт; 2 -- червячный редуктор; 3 -- эластичная муфта; 4 -- электродвигатель; 5 -- указатель величины зазора; 6 -- корпус подшипника валка; 7 -- корпус предохранительного устройства; 8 -- матрица; 9 -- предохранительная шайба; 10 -- пуансон; 11 -- крышка; 12 -- гайка нажимного винта; 13 -- станина вальцев; 14 -- маховичок ручной доводки.
Предохранительное устройство служит для предохранения от разрушения валков и станины при значительном увеличении распорных усилий между валками вальцев. В случае перегрузок (попадание в зазор металлических предметов и др.) предохранительные шайбы, рассчитанные на определенное усилие, срезаются, передний валок перемещается, увеличивая зазор между валками, и вальцы автоматически останавливаются. Чтобы предохранительное устройство работало надежно, необходимо правильно рассчитать предохранительную шайбу. Механизм регулировки зазора имеет также маховичок 14 для ручного привода на случай выхода из строя электродвигателя. Зазор между валками вальцев можно регулировать в пр еделах от 0 до 10 мм.
Для обеспечения безопасности работы на вальцах имеется механизм аварийного останова(5) . Он состоит из четырех стоек, между каждыми двумя из которых имеются тросики или штанги, параллельные осям валков вальцев. Один конец каждого тросика закреплен неподвижно, а второй соединен с конечным выключателем. При нажатии на тросик (штангу) происходит отключение электродвигателя, торможение и автоматический останов вальцев. Торможение индивидуальных и сдвоенных вальцев производится при помощи колодочного или ленточного тормоза, торможение вальцев с групповыми приводами -- при помощи специальной системы аварийного останова.
Системы аварийного останова вальцев должны обеспечивать возможно быстрое прекращение вращения валков и вывод посторонних предметов из области деформации путем включения обратного хода. Аварийные выключатели должны быть устроены так, чтобы их можно было привести в действие в любой момент с рабочего места как с передней, так и с задней стороны вальцев. Такие системы обычно состоят из штанг, конечных выключателей, переключателей, тормозных, блокирующих и других устройств. Каждая система аварийного останова вальцев должна иметь устройства, позволяющие выключить приводной электродвигатель (15) и затормозить машину (электромеханическое или электродинамическое торможение). При электромеханическом торможении после нажатия на штангу, рабочий отключает электродвигатель (15) привода машины и одновременно включает механический тормоз (16) для остановки вращающихся по инерции частей привода. Электродинамическое торможение предусматривает переключение цепи приводного электродвигателя и создание в его якоре противоположно направленного электродинамического момента.
В соответствии с ГОСТ 14333--79 расстояние от уровня пола до оси штанги аварийного устройства всех современных производственных вальцев должно быть в пределах 900--1200 мм. Кратчайшее расстояние от штанги аварийного устройства до образующей валка должно быть в пределах 300--500 мм. Путь торможения валков после аварийного останова незагруженных вальцев не должен превышать 0 , 25 оборота валка при максимальной скорости. После аварийного останова вальцев, имеющих электромеханический привод, механизм регулирования зазора должен осуществить автоматическую раздвижку валков не менее чем на 25 мм со скоростью не ниже рабочей скорости регулирования зазора.
На рис.3 представлен современный аварийный выключатель (5) вальцев. Штанга закреплена в шарнирах-подшипниках и расположена перед передним, а иногда перед задним валком. При нажатии на штангу рожки отжимают пружину и давят на рычаги путевых малогабаритных переключателей типа ВКП-711. Рабочий ход кнопки переключателя ВКП-711 равен 2,2--2,5 мм при усилии нажатия на штангу более 2,5 Н (0,25 кгс). Величину усилия, необходимого для остановки вальцев, можно регулировать при помощи пружин. Тормозные устройства систем аварийного останова вальцев служат для поглощения кинетической энергии движущихся частей машины в период ее остановки. В валковых машинах применяются двухколодочные и ленточные тормоза.
Надежность работы механизма аварийного останова оценивается величиной поворота валков после отключения электродвигателя при незагруженных вальцах. При загруженных резиновой смесью вальцах поворот валков после отключения электродвигателя практически должен быть равен нулю. Максимальный путь пробега переднего валка по периметру бочки валка пр и незагруженных вальцах должен быть не более 0 . 25 оборота валка .
Рис. 3. Аварийный выключатель вальцев:
Валки и валковые подшипники скольжения охлаждаются проточной водой. В полости валков смонтировано охлаждающее устройство, состоящее из трубы с отверстиями (направленными в сторону зазора между валками), воронки(10) и ванны (11) . Вода, подаваемая в трубу под давлением, вытекает через отверстия, орошает внутреннюю полость валка и сливается через открытый конец валка и воронку в ванну. Смазка валковых подшипников скольжения -- жидкая централизованная или индивидуальная -- осуществляется при помощи масляного насоса (лубрикатора). Смазка подшипников качения -- густая -- подается к подшипникам при помощи масляной станции. Смазка приводных и фрикционных шестерен, а также червячных пар осуществляется погружением нижней части колес в масляную ванну, расположенную под ними. Вальцы снабжаются приборами управления электродвигателем и автоматическими устройствами, которые для индивидуальных и сдвоенных вальцев устана в ливаются в специальном шкафу, а для вальцев с групповым приводом -- на щите управления.
Обработка резиновых смесей на вальцах является достаточно энергоемким процессом. Энергия, потребляемая электродвигателем вальцев, расходуется на преодоление напряжений сдвига сопротивления в элементах передач и подшипниках и на преодоление сил сопротивления деформированию обрабатываемого материала (вязкое течение, упругая и высокоэластическая составляющие деформации).
вальцы резиновый полимерный сырье
Рис. 4 . Схема устройства для охлаждения валка с открытым (а) и закрытым (б) сливом воды:
1 -- корпус валка; 2 -- труба с отверстиями; 3 -- направляющий диск; 4 -- сливна.я воронка; 5 -- распределительная втулка; 6 -- гайка; 7 -- сальник; 8 -- направляющая втулка; 9 -- заглушка. где W-- расход воды; с2 -- удельная массовая теплоемкость воды; txи t2 -- температура воды на входе и выходе; К -- коэффициент теплопередачи; А^ср -- средняя разность температру.
Для предотвращения возможности возрастания температуры обрабатываемого материала выше допустимого значения и отвода избыточного количества теплоты на вальцах предусмотрена система водяного охлаждения. Охлаждению подвергаются валки вальцев. В старых конструкциях вальцев охлаждению водой подвергались также корпусы подшипников скольжения. В зависимости от способа отвода охлаждающей воды из полости валков вальцев различают два способа охлаждения: открытый (рис. 4 , а) и закрытый (рис. 4 ,6). При открытом способе охлаждения валков вальцев (рис. 4 , а) вода под давлением поступает во внутреннюю полость валка по трубе 2. По длине трубы 2 имеются отверстия диаметром 2--5 мм, направленные в сторону области деформации вальцев; шаг между отверстиями 100--125 мм. Иногда в отверстия трубы вворачиваются на резьбе специальные насадки -- сопла для направления и разбрызгивания струи воды.
Охлаждающая вода подается из отверстий неподвижной трубы на верхнюю часть внутренней поверхности полосы вращающегося валка и стекает по его стенке. В нижней части полости валка собирается некоторое количество воды до определенного уровня. Далее вода через отверстие в направляю щем диске 3 сливается через воронку 4 в специальный сборник и затем в канализацию. Неподвижная внутренняя труба не вращается и соединяется с водопроводом при помощи резинового шланга (для переднего валка), допускающего некоторое перемещение валка при изменении величины зазора.
Закрытый способ охлаждения валков вальцев (рис. 4 , б) заключается в том, что охлаждающая вода поступает по трубе 2 (с отверстиями) в полость валка и заполняет ее полностью. Из полости валка вода при помощи специального устройства отводится в канализацию или в оборотную систему водоснабжения. При открытом способе отвода охлаждающей воды обеспечивается более интенсивное охлаждение за счет увеличенной скорости движения воды по поверхности теплообмена; система охлаждения валков с закрытым сливом более сложна по конструкции и в эксплуатации. Поэтому наибольшее распространение получила система охлаждения вальцев с открытым сливом.
Конструкции основных деталей узлов и механизмов
Валки являются основными рабочими деталями вальцов и каландров. Среднюю часть валка, соприкасающуюся с перерабатываемым материалом, называют бочкой (рис. 5 ). По обе стороны от бочки расположены шейки (цапфы) валка, которыми он опирается на подшипники. Концевые части валка имеют шлицевые или шпоночные канавки. Бочки валков выполняют гладкими или рифлеными, в зависимости от назначения машины. Бочка валков, кроме того, может быть цилиндрической или бочкообразной (бомбировка) для компенсации прогиба ее от распорных усилий, возникающих при вальцевании или каландрировании. Бомбировка удорожает изготовление валков, поэтому для компенсации прогиба лучше применять перекрещивание валков. Для подачи теплоносителя валок выполняют полым или с каналами, что улучшает условия теплообмена. Периферические каналы равномерно располагаются по окружности, на расстоянии 25--40 мм от поверхности валка (диаметр каналов -- 30--40 мм).
Основными параметрами, характеризующими размеры валков и машину в целом, являются номинальный диаметр бочки валка и ее длина. Из условий обеспечения необходимой жесткости длину бочки валка принимают не более 2,5--4,0 D ( D --диаметр валка), а диаметр шейки--0,5 D (в случае применения подшипников качения эту величину уменьшают). При конструировании валков необходимо учитывать, что их размеры нормализованы.
Рис.5 . Валки вальцев:
а -- валок вальцев передний; б -- валок вальцев задний;
Теплоноситель поступает внутрь трубы (21 ) и вытекает в полость валка по правую сторону от уплотнительного поршня ( 25 ), который разделяет внутреннюю часть валка на две полости. Попав в правую полость, теплоноситель, поступает по наклонным каналам, просверленным в корпусе (2 6 ) валка; каждый канал соединен с горизонтальным каналом охлаждения (28) , проходящим на глубине 50 мм от наружной поверхности бочки. Пройдя по этим каналам, теплоноситель входит в левые наклонные каналы и через левую полость охлаждения направляется на слив. С торца бочки валка каналы (наклонные и горизонтальные) закрыты кольцом, под которым проложена паронитовая прокладка.
Условия работы подшипников вальцов и каландров весьма тяжелые. В некоторых машинах нагрузка на подшипник достигает 60 тс. В валковых машинах применяют подшипники качения и скольжения (последние -- при больших нагрузках, а также в прецизионных каландрах, например, при производстве тонких пленок).
На (рис.6 ) показан подшипниковый узел. Радиальные сферические роликоподшипники 9 установлены на конических цапфах валка. Левый подшипник закреплен жестко, правый -- может смешаться по оси при температурных деформациях. Система смазки подшипников централизованная. Масло подается в верхнюю часть корпуса 8, стекает и отводится из нижней части корпуса. Левый подшипник регулируется при помощи крышки 7, установочных колец 4, прокладок 5 и фланца 6, который через лабиринтное кольцо 3, воздействует на внутреннее кольцо подшипника. Правый подшипник фиксируется гайкой 1, поджимающей лабиринтное кольцо. Гайка 1 вращается на резьбовых полукольцах 2 и фиксируется винтом.
Рис. 6 . Подшипниковый узел валка.
В случае особенно тяжелых условий работы (при больших распорных усилиях) возможно применение многорядных радиально-упорных роликоподшипников.
Станины валковых машин воспринимают статические и динамические нагрузки, возникающие при работе, обеспечивают неизменность относительного положения смонтированных на них узлов и деталей, снижают (гасят) амплитуды колебаний, передают нагрузки на опорные плиты или фундаменты. Обычно станина -- самый тяжелый узел машины.
При конструировании станин особое внимание необходимо уделять ее прочности и износостойкости. Изнашиваемые части станин (например, направляющие) желательно изготовлять в виде сменных, легко заменяемых деталей.
Масса станин вальцов и каландров достигает соответственно 20 и 50 т. Поэтому при конструировании станин нужно учитывать условия транспортирования и монтажа машин. В ряде случаев необходимо проектировать тяжелые станины составными. Наиболее надежным методом является соединение частей станины на фундаментной плите, увеличивающей жесткость системы и равномерно распределяющей силу тяжести машины на опорной поверхности фундамента. При изготовлении литых стальных или чугунных станин особое внимание следует уделять снятию остаточных напряжений, возникающих в местах, где имеются приливы, фланцы, выступы и т. д. Эти элементы желательно проектировать съемными, с креплениями на болтах. Отверстия в станине нежелательно выполнять с резьбой (в чугуне резьба часто выкрашивается). Лучше устанавливать на прессовой посадке сменные стальные втулки с внутренней резьбой.
Станины вальцов бывают обычно двух типов -- закрытые и открытые. В первом случае это цельная чугунная отливка. Основной недостаток таких станин -- необходимость полного демонтажа вальцов в случае поломки верхней траверсы, воспринимающей большие усилия. Поэтому лучше устанавливать открытые станины. Они состоят из двух частей: основания и верхней траверсы, скрепляемых болтами. В современных каландрах обычно применяют цельные станины закрытого типа с боковыми проемами, ширина которых на 50--80 мм превышает максимальный диаметр валка. Это позволяет вынимать и заводить валки через окна без применения дополнительных монтажных устройств. Для увеличения жесткости конструкции и поддержания параллельности осевых плоскостей станины связывают снизу фундаментной плитой, а сверху -- специальной траверсой, расположенной параллельно осям валков. В отдельных случаях применяют стальные тяги или распорные трубы.
Ограничительные стрелы определяют объем рабочего пространства валков между подшипниками, препятствуют «расползанию» обрабатываемой массы и таким образом предохраняют от нее подшипники. Ограничительные стрелы представляют собой металлические перегородки, укрепляемые неподвижно или перемещаемые вдоль образующей валков. Каждая стрела состоит из двух половин, которые тщательно подгоняют к поверхности валка. На ( рис. 7 ) показаны передвижные ограничительные стрелы, устанавливаемые на вальцах. На корпусах подшипников валков подшипники 1 закреплены болтами 2. Через отверстия в подшипниках проходят валик 3, неподвижно закрепленный болтами 4 в подшипниках 1, и валик 5, установленный в дистанционных кольцах 6. Кольца позволяют валику 5 вращаться в подшипниках. На валиках установлены подвески 7 для стрел: на валике 3 по скользящей посадке, а на валике 5 с помощью резьбовой втулки 8.
Рис. 7 . Передвижные ограничительные стрелы вальцов для пластических масс.
При вращении маховичка 9, посаженного неподвижно на валик 5, подвески 7 могут перемещаться к центру или от центра, сокращая или увеличивая Площадь рабочей поверхности валка. На подвесках закреплены стрелы 10, на концах стальных стрел установлены скребки 11 из латуни. Вследствие износа между поверхностью валка и торцом стрелы образуется зазор. Этого недостатка лишены стрелы с пружиной, устанавливаемой между основанием стрелы и самой стрелой; стрелы прижимаются к валку при помощи пневмоцилиндров с усилием 100--250 кгс.
Пластинчатые или дисковые ножи устанавливают в державках, которые укреплены на поддоне или кронштейнах, а иногда непосредственно на станинах валковых машин. Регулирующими винтами или пружинами ножи прижимаются вплотную к поверхности валка или съемного валика. Ножи срезают массу пластического материала в виде полос заданной ширины, отрезают кромки при изготовлении пластмассового листа, пленки, различных типов линолеума и т. д. В зависимости от количества ножей и их взаимного расположения с валковой машины срезается одна или несколько полос материала заданной толщины.
Вальцы могут иметь индивидуальный и групповой приводы. В первом случае от электродвигателя вращение на вальцы передается через цилиндрический или цилиндро-конический редуктор. Для сдвоенных вальцов также можно применять цилиндро-конический редуктор. Для вальцов группового исполнения (2, 3, 4 и более) применяют привод с использованием асинхронных или синхронных (тихоходных) электродвигателей. В этом случае выходной вал общего редуктора передает вращение сразу на несколько вальцов, которые имеют индивидуальные цилиндрические зубчатые пары.
В новых конструкциях вальцов применяют приводы с блок-редукторами и шарнирными шпинделями (по типу приводов каландров). Использование подобных приводов позволяет разгрузить валки и станины от изгибающих моментов, возникающих при передаче крутящего момента зубчатыми колесами. Применение шарнирных шпинделей упрощает системы регулирования зазора валков (не требуется изготовление цилиндрических колес с корригированными зубьями).
Блок-редукторы для вальцов выполняют с двумя выходными тихоходными валами (типа БВ) .
3. Расчеты производительности машин или установки, мощность приводов, обсчет кинематической схемы, расчет основных деталей и сборочных единиц
На вальцах можно осуществлять процессы смешения, пластикации, разогрева, диспергирования, дробления и др. Обработка резиновых смесей и полимерных материалов на валковых машинах, и, в частности, на вальцах в основном происходит в области деформации между вращающимися валками. Областью деформации валковых машин называется пространство, в котором происходит деформация обрабатываемого материала от действия вращающихся валков. Это пространство ограничено областью, в которой находится вращающийся запас обрабатываемого материала, и дугами Аz и Л2С2 поверхности валков (рис. 5.1). В области деформации на материал действуют растягивающие, сжимающие, сдвигающие силы, он подвергается воздействию повышенных температур, статического электричества, возникающего от трения резиновой смеси о поверхность валков и т. д. Резиновая смесь затягивается в пространство между валками только при некоторых значениях углов захвата.
Рис. 8 . Схема сил, действующих в области деформации.
Углами захвата валковых машин называются центральные углы Z (рис. 8 ), образованные линией центров и радиусами-векторами, проведенными из центров вращения валков к крайним точкам соприкосновения обрабатываемого материала с поверхностью валка. Дугами захвата Л1В1 и Л2В2 вальцев называются части окр ужностей диаметром Dxи >2, стягивающие соответствующие углы захвата ах и а2. Зазором между валками называется наименьшее расстояние ВХВ2 = h0 между поверхностями двух соседних валков. Зазор между валками находится в плоскости, проходящей через оси вращения двух соседних (рабочих) валков. Обработка резиновой смеси на вальцах и каландрах производится между вращающимися цилиндрическими валками. Они различаются тем, что на вальцах смесь многократно пропускается через зазор между валками, а на каландре -- только один раз.
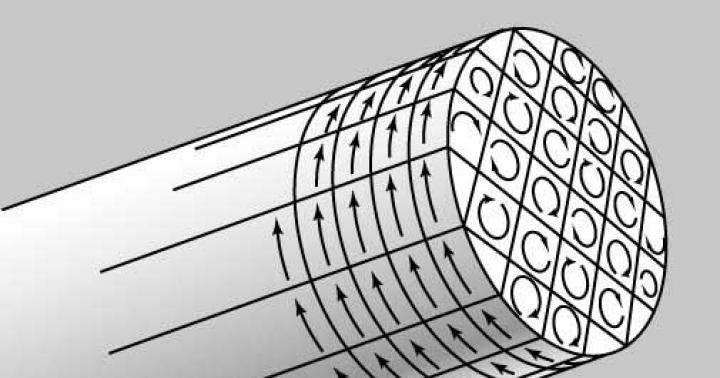
При прохождении материала через область деформации он подвергается сложной объемной деформации по трем направлениям -- толщине (высоте), ширине и длине (у, х, z ). Загружаемая на вращающиеся валки резиновая смесь затягивается в межвалковое пространство за счет сил адгезии (прилипания) и трения материала о поверхность валков. Пограничный слой резиновой смеси, прилипая к поверхности валков, движется (вращается) вместе с ними и затягивает смесь в постепенно сужающуюся область деформации. Частицы смеси, соприкасающиеся с прилипшим к поверхности валков пограничным слоем, за счет когезионных сил и сил внутреннего трения также увлекаются в область деформации. На рис. 9. представлена схема течения (линий тока) полимерного материала в области деформации. В результате деформации резиновой смеси в межвалковом пространстве, действия сил внешнего и внутреннего трения молекул, а также когезионных сил повышается температура смеси.
В некоторых случаях за счет высокоэластичных свойств резиновых смесей и турбулентных явлений на границе контакта с поверхностью валков в различных зонах области деформации наблюдается проскальзывание смеси. При этом происходит местный отрыв смеси от поверхности валка в области деформации и вибрация всей конструкции вальцев. Эти динамические удары достигают большой силы, и их необходимо учитывать при конструировании вальцев. По условиям протекания рабочего процесса вальцевания (распределению скоростей движения материала, давления, напряжения сдвига) область деформации можно разбить на две зоны: зону отставания и зону опережения. Между этими двумя зонами имеется нейтральное сечение. Иногда это нейтральное сечение называют нейтральной зоной.
На рис. 10. представлена схема изменения скоростей движения, давления и напряжений сдвига в области деформации. Зоной отставания называют входную часть A1N1N2A2 области деформации с вращающимся запасом. В зоне отставания имеются слои резиновой смеси, скорость движения частиц в которых постепенно уменьшается по мере удаления от поверхности соответствующего валка к центральной оси области деформации (ось Ох). На некотором расстоянии (по оси Ох) от входа резиновой смеси в область деформации эти слои сталкиваются, и здесь часть смеси, не проходящая в зазор между валками, выталкивается обратно из межвалкового «клина» и образует так называемый вр ащающийся запас смеси (см. рис. 9 ). При образовании вращающегося запаса в области деформации создается так называемое турбулентное ядро, в котором скорость движения частиц может иметь обратное направление по отношению к основному направлению движения смеси.
Теоретическое описание и методы расчета вальцевания
Рис. 9. Схема тока полимерного материала в области деформации .
Рис. 10 . Схема изменения скоростей движения, удельного давления, давления и напряжений сдвига резиновой смеси в области деформации.
Схема эпюр скоростей движения материала в различных сечениях области деформации представлена на рис. 10 . Слои смеси, непосредственно прилегающие к поверхностям рабочих валков, затягиваются в зазор. В области деформации на грани^ цах раздела прямых и обратных потоков, очевидно, имеются очаги и с нулевыми относительными скоростями. На некотором расстоянии (по оси Ох) от входа в область деформации потоки смеси, увлекаемые рабочими валками, сливаются в общий поток, скорость движения которого равна средней скорости движения поверхностей рабочих валков. Это так называемое нейтральное сечение (WiW2)> в котором кривая изменения удельного давления в области деформации достигает своего максимального значения, а кривая изменения напряжения сдвига проход ит через нулевое значение (рис. 10 ).
Нейтральное сечение при переработке резиновых смесей на вальцах находи тся примерно на расстоянии (Vs- 1/ 2 ) от плоскости, проходящей через оси вращения рабочих валков (а -- расстояние от плоскости, проходящей через оси вращения валков, до верхней точки соприкосновения резиновой смеси с поверхностью одного из валков). Положение нейтрального сечения может изменяться в зависимости от свойств материала, конструкции вальцев, величины запаса смеси, зазора между валками и т. д. В силу того, что в нейтральном сечении области деформации удельное давление смеси достигает своего максимального значения, а новые порции резиновой смеси продолжают поступать по направлению от входа к выходу, смесь стремится быстрее покинуть зону высокого давления и поступает в следующую зону -- опережения, Зоной опережения называют выходную часть N1N2B 2C2C1B1 области деформации (рис. 10 ). В зоне опережения скорость движения частиц смеси, находящихся в средней ее части, имеет более высокое значение, чем непосредственно у поверхности валков.
Здесь поверхности валков создают некоторое тормозящее воздействие на поток смеси. В зоне опережения величина удельного давления смеси по направлению от нейтрального сечения к выходному постепенно уменьшается от максимального значения до атмосферного давления. В средней части зазора (сечение х0х0) скорость движения частиц смеси имеет максимальное значение с постепенным уменьшением по направлениям от середины потока к поверхностям рабочих валков. По выходе из области деформации (сечение CjC2) лист смеси остается прилипшим к поверхности переднего валка, имеющего, как правило, меньшую скорость вращения, более высокую температуру, лучшее состояние поверхности, и отрывается от поверхности заднего валка, имеющего большую скорость. Далее листовая смесь, вращаясь вместе с поверхностью переднего валка, опять поступает в область деформации, и процесс обработки ее может повторяться до тех пор, пока она не будет срезана с поверхности переднего валка. В листе резиновой смеси после выхода из области деформации имеются остаточные напряжения, которые благодаря высокоэластическим свойствам материала постепенно выравниваются (происходит релаксация напряжений), и толщина листа несколько увеличивается за счет сокращения других размеров.
Определение распорных сил и мощности. Основные закономерности расчета распорных сил вальцов справедливы и для каландров, но с некоторыми особенностями. В каландрах, как и в вальцах, непрерывный сход листа или пленки с последней пары валков осуществляется вследствие вращения в противоположные стороны валков с одинаковыми и разными скоростями. Нормальная работа каландра зависит от величины зазоров: начального, промежуточных и калибрующего, причем в двух последних зазорах должен создаваться дополнительный запас материала. На схеме течения полимера в зазоре валков каландра (рис. 18) величина запаса Н обеспечивает непрерывное заполнение зазора с h 1 до h 2 Лист или пленка, выходя из зазора, увеличивает свою толщину до h 2 за счет эффекта высокоэластичной деформации. Толщина изделия практически принимается равной 1,22--1,30 от минимального зазора h 0 между валками.
Рис. 1 1 . Схема течения полимеров в зазоре валков вальцев .
Для определения распорных сил Э. Бернхардт предлагает пользоваться дифференциальными уравнениями профиля давлений Ардичвили, принимая р = 0 при х = 0.
При выводе уравнения предполагается, что диаметры обоих валков и скорости их вращения одинаковы, пластическая масса обладает свойствами ньютоновской жидкости, а процесс каландрирования протекает изотермически.
Считается также, что скольжение на поверхности валков отсутствует, а перемещением материала в направлениях осей у и z можно пренебречь. Кроме того, предполагается, что силы инерции незначительны и что завихрение потока отсутствует.
На основе общих уравнений гидродинамики выводится зависимость:
dp/ dx =12 мх (1/ h 2- h 1/ h 3) (3.1)
где х -- окружная скорость валков; м-- эффективная вязкость.
Это уравнение можно проинтегрировать, если выразить dx через h . Из геометрических соотношений следует, что
h= h 0+2( r -v r 2- x 2), (3.2)
где h 0 -- минимальный зазор и r -- радиус валка.
Разлагая выражение, стоящее под знаком радикала, в ряд и пренебрегая членами высшего порядка, получим
h? h 0+ x 2. (3.3)
считая, что
h1= h 0 4/3. (3.4)
P=4 мхrl (1/ h 0-1/ H ) (3.5)
где l -- длина рабочего участка валка, соответствующая ширине каландрируемого листа.
м =3,3 106Па с.
h 0=10мм; h 1=1,33*10=13,3мм; h 2=1,22*10=12,2мм
H =24,4мм=0,0024м
х=р Dn . (3.6)
n=1 5 об/мин; х =0, 43м/с
N=2710-4 Pх v h 0/ r . (3.7)
P=1381 106Па; N 1=96,74кВт
N=? Ni /( з 1 з 2),
где з 1=0,9; з 2=0,9 - к.п.д. машины и привода. (3.8)
N=107,49кВт
Определение производительности вальцев.
Массовая производительность каландра как машины непрерывного действия (с однократным пропуском материала через данную пару валков) может быть определена по формуле
mt= хFсз =0,9 1 кг/с, (3.9)
где х = 25,9м/мин-скорость выхода ленты в м/с;
F--площадь поперечного сечения ленты в зазоре между валками;
F= h 2 L =0,0 0 183 м2; (3.10)
h2=0,001 22м и L =1, 5м -- толщина и ширина ленты, выходящей из зазора; с =1400кг/м3 -- плотность ленты в кг/м3; з= 0,9 -- коэффициент использования машинного времени.
Скорость выхода ленты не равна окружной скорости валка, на который налипает материал; она будет несколько больше окружной скорости валка из-за так называемого опережения материала и фрикции.
С учетом фрикции i и на основании гидродинамической теории каландрирования производительность рассчитывают по формуле :
mt= h 2 сLхз (1+ i )/2= 0,94 кг/с,
где х=0, 43 -- окружная скорость валка в м/с. ,
4. Мероприятия по охране труда
Для обеспечения безопасной работы при эксплуатации тепловых установок необходимо руководствоваться нормами и стандартами правил техники безопасности и промышленной санитарии.
На рабочем месте и у отдельных агрегатов должны находиться инструкции по проведению каждой операции, в которых должны быть сформулированы четкие указания по безопасным методам работы.
Основной опасностью при работе тепловых установок является выделение летучих под воздействием тепла. Летучие являются вредными для обслуживающего персонала и, кроме того, с воздухом образуют взрывоопасные смеси. При загрузке сухими компонентами тепловых агрегатов образуется пыль. Частицы пыли, обладая большой дисперсностью, в отдельных случаях за счет окисления могут разогреваться до температуры воспламенения, что приводит,к самовозгоранию и вызывает взрыв пыли.
1. ТРЕБОВАНИЯ ТЕХНИКИ БЕЗОПАСНОСТИ И ПРОМЫШЛЕННОЙ САНИТАРИИ
Цехи переработки полимерных материалов с размещенными в них тепловыми установками, в зависимости от выделяемых производственных вредностей по санитарной классификации относятся к 3-му классу.
По санитарным нормам в производственных помещениях должна поддерживаться атмосфера, в которой содержание ядовитых веществ не должно превышать 30% от максимально допустимых концентраций.
Поэтому в первую очередь необходимо определить максимально допустимые концентрации пыли и летучих газов в окружающем воздухе.
Предельно допустимые концентрации (ПДК) пыли и летучих газов в воздухе цеховых помещений определяются санитарными органами на основе специальных исследований.
Согласно существующему положению в каждом цехе по переработке пластических масс должен производиться систематический контроль воздушной среды. Места отбора проб среды также определяются санитарными органами.
Удаление пыли и летучих газов из цеха предусматривается созданием специальной системы вентиляции и аспирации.
Учитывая взрывоопасность атмосферы цехов по переработке полимерных материалов, все электрооборудование должно устанавливаться в соответствии со специальными требованиями.
Взрывоопасность предъявляет специальные требования и к устройству отопления производственных помещений. Так, например, поверхность нагревательных приборов не должна превышать температуры 110° С, а сама поверхность должна быть гладкой, не иметь шероховатостей.
Для удаления пыли и летучих, выделяющихся при тепловой обработке полимерных материалов, все тепловые установки, где происходит движение теплоносителя, должны работать на разрежении, а для установок с нагреваемыми поверхностями (вальцы, каландры, экструдеры и др.) необходимо устраивать местные отсосы воздуха.
Среднее количество выделяющихся летучих с поверхности пропитываемых материалов зависит от расхода полимерной композиции, содержания летучих в полимерной композиции при переработке или сушке, поверхности и продолжительность испарения.
...Подобные документы
Процесс приготовления резиновой смеси в резиносмесителе. Выбор регулируемых параметров и каналов внесения регулирующих воздействий. Обоснование выбора средств автоматизации. Описание работы выбранных систем автоматического контроля и регулирования.
контрольная работа , добавлен 27.07.2011
Характеристика сырья и материалов. Рецепт протекторной резиновой смеси. Технологический процесс и режим вулканизации покрышки. Схема индивидуального вулканизатора. Контроль качества производства. Расчет ассортимента продукции, материалов, оборудования.
курсовая работа , добавлен 22.03.2017
Характеристика и виды оборудования, применяемого для смешения для полимерных материалов, особенности их использования и назначение. Экспериментальная оценка гомогенности смеси. Основные закономерности ламинарного смешения. Механизм смешения в камере ЗРС.
контрольная работа , добавлен 28.01.2010
Общая характеристика и классификация полимеров и полимерных материалов. Технологические особенности переработки полимеров, необходимые процессы для создания нужной структуры материала. Технологии переработки полимеров, находящихся в твердом состоянии.
контрольная работа , добавлен 01.10.2010
Пластикация – технологический процесс, в результате которого повышается пластичность каучука, снижается его вязкость и эластическое восстановление. Подготовка каучуков. Принцип действия камеры для декристаллизации. Пластикация в червячных машинах.
реферат , добавлен 14.05.2011
Горение полимеров и полимерных материалов, методы снижения горючести в них. Применение, механизм действия и рынок антипиренов. Наполнители, их применение, распределение по группам. Классификация веществ, замедляющих горение полимерных материалов.
реферат , добавлен 17.05.2011
Автоматизация технологического процесса литья под давлением термопластов. Характеристика продукции, исходного сырья и вспомогательных материалов. Описание технологического процесса. Технологическая характеристика основного технологического оборудования.
курсовая работа , добавлен 26.07.2009
Процесс управления качеством редуктора цилиндрического, его служебное назначение, принцип работы. Размерные связи и связи свойств материалов. Проект процесса сборки и поэтапного технологического процесса изготовления шестерни на промежуточном валу.
курсовая работа , добавлен 20.01.2011
Общая характеристика препарата Протосубтилин Г20Х. Характеристика исходного сырья и материалов. Изложение стадий технологического процесса приготовления препарата. Переработка и обезвреживание производственных отходов. Расчет и подбор оборудования.
курсовая работа , добавлен 27.03.2012
Назначение и конструкция детали, определение типа производства. Анализ технологичности конструкции детали, технологического процесса, выбор заготовки. Расчет припусков на обработку, режимов резания и технических норм времени, металлорежущего инструмента.
- Вальцы состоят из 2 или 3 параллельно расположенных полых валков, вращающихся навстречу друг другу.
- Применяются для пластикации каучука, приготовления резиновых смесей, разогрева их перед каландрованием или шприцеванием, а также в производстве регенерата.
Современные вальцы имеют измерительные приборы и вспомогательные устройства, но имеют и серьезные недостатки: низкая производительность, отсутствие герметичности, опасность при обслуживании. Вальцы вытесняются закрытыми машинами.
- Классификация по функциональному назначению.
Вальцы дробильные (Др.) – для дробления старой резины. Вальцы подогревательные (Пд.) – для увеличения пластичности и подогрева резиновых смесей. Вальцы промывочные (Пр.) – для промывки каучука водой. Вальцы размалывающие (Рз.) – для размола резиновых отходов. Вальцы рафинирующие (Рф.) – для очистки регенерата и резиновых смесей от посторонних включений. Вальцы смесительные (См.) – для смешения каучука с различными ингредиентами, для приготовления и листования резиновых смесей. Вальцы смесительно-подогревательные (См.-Пд.) – для пластикации каучука, смешения его с различными ингредиентами и подогрева резиновых смесей. Вальцы лабораторные (Лб.) – для производства лабораторных работ.
- Классификация по конструктивным признакам
По размерам валков и скорости их вращения: производственные – легкого типа D / L : 300/800; 500/800, среднего типа D / L : 550/1500, тяжелого типа D / L : 660/2100; лабораторные.
По числу валков: 2 и 3 (Рф.).
По типу привода: индивидуальный, сдвоенный и групповой (3, 4, реже 5).
По величине фрикции (отношение скорости вращения заднего валка к переднему): Др. – 2.55, 3.08, 3.25; Пд. – 1.22, 1.25, 1.27, 1.28, 1.29; Пр. – 1.39; Рз. – 4.00; Рф. – 2.55; См. – 1.07, 1.08, 1.11, 1.27; См.-Пд. – 1.14; Лб. – 1-4. Обозначение фрикции: 1:1.22.
- Условное обозначение содержит наименование, длину и диаметры валков (переднего и заднего), расположение привода (правое – П, посередине – С, левое – Л) и ГОСТ. Вальцы Лб 100 50/50 П ГОСТ…; Вальцы Лб 200 100/100 ГОСТ… с индивидуальным приводом на каждый валок; Вальцы См 2100 660/660 Л ГОСТ…; Вальцы См 2100 660/660 Л с переключением фрикции ГОСТ…; Агрегат вальцов Рф 800 490/610 С 2 ГОСТ…
1.3.2. Схема работы вальцов.
Обрабатываемый материал (каучук или резиновая смесь) в виде кусков или пластин загружают и многократно пропускают через зазор между валками.
Материал втягивается в зазор под действием сил трения и в результате сцепления между материалом и поверхностью авлков.
Степень деформации и степень захвата материала определяется углом захвата =10-45 о. Дуга, стягивающая этот угол, называется дугой захвата. Втягивающая сила Р>0 , если > ; – угол трения; = tg – коэффициент трения.
При работе реализуются деформации сдвига и среза; в зоне зазора всегда имеется запас материала.
После выхода из зазора смесь отклоняется к переднему валку, т.к. он вращается медленнее заднего; это обусловлено еще и соображениями техники безопасности. Образовавшийся на переднем валке слой смеси называют шкуркой или шубой.
Зазор регулируется в пределах до 10-12 мм.
Чем больше фрикция, тем более интенсивно происходит перемешивание и тем больше температура.
То же относится и к скорости, которая находится в интервале 35-40 м/мин. Увеличение скорости лимитируется соображениями техники безопасности.
1.3.3. Устройство вальцов.
Два полых валка вращаются навстречу друг другу в подшипниках качения, установленных в станинах, которые стянуты траверсами.
Траверсы образуют прямоугольные окна, в которых установлены корпуса подшипников валков.
Станины установлены на фундаментной плите.
Для измерения величины зазора между валками корпуса подшипников переднего вала могут перемещаться по направляющим вдоль станины. Перемещение осуществляется нажимным винтом с помощью механизма регулировки зазора.
– Механизм приводится в действие вручную маховиком или рукояткой или от электродвигателя.
Нажимной винт упирается в корпус подшипника переднего валка через предохранительную шайбу, которая пробивается при увеличении распорных усилий.
При большом отодвигании или сдвигании валков срабатывают концевые выключатели.
В станинах есть диски, указывающие величину зазора.
Имеются ограничительные стрелки, чтобы не засорять подшипники.
Двигатель передает усилие через приводные и фрикционные шестерни.
Смазка осуществляется вручную или насосом от масляной станции, что проще.
Имеется аварийный останов, прекращающий подачу электричества в двигатель. После его срабатывания валки проходят четверть оборота при незагруженных вальцах и останавливаются мгновенно – при загруженных.
1.3.4. Основные узлы.
- Фундаментная плита – чугунная отливка с усилением ребрами жесткости, 3.5 т.
Можно делать из железобетона с каркасом из арматурной стали (10-12% по массе).
- Станина – стальная, состоит из двух частей – собственно станины и траверсы – верхней части, 800-1350 кг. Должна быть рассчитана на распорное усилие 14 кН на 1 см длины рабочей части валка.
- Валки – основной узел – отливается в кокиль из чугуна, с поверхности отбеливается на глубину 8-25 мм.
Бочки, в основном, цилиндрические, Рафинирующие вальцы имеют бомбировку. Передний (диаметр 490 мм) – 0.151 мм, задний (диаметр 610 мм) – 0.075 мм.
Дробильные и промывочные вальцы имеют рифленую поверхность (рифление под углом 4-15 о к продольной оси).
Охлаждение валков – обычно температура валков должна быть ~60 о С. Температура воды не более 12-14 о С. Летом водопроводную воду надо охлаждать.
При пластикации НК и при переработке смесей на его основе Температура переднего валка должна быть на 5-10 град. Меньше температуры заднего – тогда смесь пойдет на передний валок.
При обработке смесей из СК Температура переднего валка должна быть на 5-10 град. Больше температуры заднего.
Два способа охлаждения – заполнение валка водой и периодическая ее замена -–открытый способ. С помощью разбрызгивающих устройств на расстоянии 150-200 мм друг от друга.
Расход воды 1.2-2ю5 м 3 /час – малые, 5-12 – средние, 8-18 – большие.
Есть конструкции с охлаждением подшипников.
- Механизм регулировки зазора. Зазор 0.05-12 мм. Нажимной винт вращается в стальной гайке, закрепленной в станине. Обратный ход может осуществляться электродвигателем или за счет распорных усилий.
- Ножи (их два) монтируются в каретке и могут перемещаться вдоль валка.
- Устройства для перемешивания и охлаждения смеси. Смесь срезается с переднего валка и заправляется в зазор между охлаждающим барабаном и прижимным роликом и снова направляется в зазор – она перемешивается, интенсивно перемещаясь по длине с помощью специальных роликов и каретки – сток-блендерс. Такая система применяется для доработки резиновых смесей после РС.
- Особенности различных типов вальцов. Рф (рафинирующие) брекер-вальцы – для предварительной очистки, рефайнер-вальцы – для окончательной очистки. Съем смеси осуществляется с заднего валка с закаткой в рулоны. Поверхность гладкая бочкообравзная, включения уходят на кромки. Различные диаметры валков. Фрикция 1:2.55. Др (дробильные) – размеры бочек и фрикция как у Рф. Пр (промывочные) – рифленая поверхность, но одинаковые диаметры валков.
1.3.5. Распределение напряжений в материале в зазоре между валками.
- Допущения: ламинарный режим течения, условие прилипания, ньютоновская жидкость.
Уравнение Навье-Стокса.
Существует 2 принципиально различные области течения . До границы двух зон (выше) имеет место поступательное и встречное течение; ниже – только поступательное. Между этой границей т самым узким сечением – пробковый режим течения – силы, возникающие вследствие гидростатического давления и действующие с одной стороны сечения, уравновешиваются силами, действующими с другой стороны сечения.
Напряжение сдвига в этом сечении равно нулю, а давление максимально – материал движется как твердая пробка без деформации.
- Распределение температур в валковом зазоре. Два пика вблизи поверхностей, обусловленные наличием охлаждения.
1.3.6. Распорные усилия.
- На основе закономерностей пластической деформации материала между валками.
Распорное усилие – величина силы, стремящейся раздвинуть валки при прохождении между ними деформируемого материала.
|
|
 ,
,где – относительное уширение материала, = b к / b н (можно считать =1), b н – начальная ширина, b к – конечная ширина, k – эмпирический коэффициент, Т – предел текучести вальцуемого материала, h нс –толщина нейтрального слоя, h нс (h н h к ) ½ , h н и h к – толщина материала до и после вальцевания, = / lg ( /2) , – коэффициент трения, – угол захвата, R – радиус валка, см, h =2 R (1- cos ) – линейное обжатие.
- На основе закономерностей упругой деформации.
|
|
 ,
,где E – модуль упругости.
При этом силы трения не учитываются, после прохода через зазор толщина восстанавливается.
- На основе гидродинамической теории вальцевания.
Распорное усилие разбивается на две составляющие: 1) направленное против вектора скорости вращения (горизонтальная составляющая), 2) направленное в сторону вектора скорости (вертикальная составляющая)
|
| |||
|
|
|
|
|
 ,
,


где Т – сила трения, l –длина дуги захвата, f – фрикция, v 1 , v 2 – линейная скорость переднего и заднего валка, L – длина валка, В 1,2 – коэффициенты, n – реологический коэффициент/
Если P 1 и P 2 известны, то координату точки приложения равнодействующей можно определить как
где эф – коэффициент эффективной вязкости, h к – минимальный зазор.
Для ориентировочных расчетов P = qL , q = 400 кН/м (для НК), для наполненных смесей q = 600-1100 кН/м.
Методика, основанная на теории подобия.
|
| |
|
| |
|
|
 Н
Н Н
Нгде В=( h н – h 2 )/( h н - h 1 ) – восстанавливаемость, М=( h н – h 1 )/( h н + h 1 ) – мягкость, h н – первоначальная высота образца, h 1 – высота под нагрузкой, h 2 – высота после разгрузки, Пл к – конечная пластичность
Значения коэффициентов:
Например, для СКН-40:
Р=18059860.66 1.4 2.1 0.7 0.002 0.1 0.48 –0.4 =1.22 МН=122 т.
1.3.7. Потребляемая мощность.
- Методика, основанная на теории пластической или упругой деформации.
|
|
 кВт
кВтгде М – момент сопротивления вращению валков, Нм, М=М р +М тр, М р – момент для преодоления сопротивления деформации материала, М р = PDsin ( /2) , P – распорное усилие, – угол захвата, М тр – момент сопротивления трению в подшипниках с учетом силы тяжести валков и распорных усилий, М тр = ( P + G в ) d , – коэффициент трения в подшипниках, G в – сила тяжести вала, d – диаметр цапфы валка, n – средняя скорость вращения валков, – КПД зубчатой пары.
- Методика, основанная на гидродинамической теории вальцевания.
где – окружная скорость быстроходного валка, с –1 .
Значения коэффициентов:
Например, для СКН-40:
N=0.069861.8750.66 2 2.1 0. 6 0.002 0.1 0.48 –0. 7 1.22 –0.25 =65 кВт.
1.3.8. Привод.
Вальцы могут иметь индивидуальный привод, спаренный и групповой.
Привод может располагаться с правой и с левой стороны от рабочего места.
В начале цикла обработки мощность в 1.5-2 раза больше мощности, потребляемой вальцами. Поэтому мощность электродвигателя надо выбирать с учетом этой пиковой нагрузки.
При индивидуальном приводе устанавливают синхронный двигатель, который при недогрузке может работать как компенсатор и улучшать cos.
Может быть отдельный двигатель на каждый валок (в лабораторных вальцах).
Для соединения выходного вала редуктора с трансмиссионным валом используются муфты , они допускают некоторый перекос соединяемых валов, обеспечивают эластичность передачи. Применяют зубчатую муфту Фаста, пальцевую муфту Франке, пружинную муфту Биби.
Могут быть и резиновые, и резино-пневматические муфты, обеспечивающие плавную работу привода и некоторую несоосность осей.
Для вальцов с большим раздвигом валков и при больших распорных усилиях используют блок-редуктор (до 20 кН/см). В нем размещаются приводные и фрикционные шестерни. Блок-редуктор соединен двумя выходными валами через универсальные шарнирные устройства с валками вальцов.
Стоимость блок-редуктора гораздо больше, но он имеет много преимуществ – шестерни и подшипники работают в более благоприятных условиях.
1.3.9. Особенности монтажа.
Раньше вальцы устанавливали на специальном фундаменте и закрепляли фундаментными болтами.
Вибрации передаются конструктивным элементам здания.
Перенос вальцов с одного места на другое связан с большим объемом строительных работ
Применяют виброизолирующие опоры – без специального фундамента и болтов.
1.3.10. Выбор вальцов.
Подогревательные вальцы в индивидуальном исполнении имеют мощность двигателя 180 кВт, а агрегат 320 кВт. Экономия 40 кВт.
В групповом приводе нагрузку вальцов можно сделать более равномерной. Всякая перегрузка нежелательна.
Нельзя загружать сразу несколько вальцов при групповом приводе.
Двигатели должны быть в пылезащитном исполнении.
Для снижения пиковых нагрузок используют предварительный подогрев (в горячей воде) для жестких смесей (протекторы, катки и др.).
1.3.11. Производительность вальцов.
- Периодический режим.
|
|
 кг/час,
кг/час,где V –литражная емкость или объем единовременной загрузки, в литрах: V =(0.0065-0.0085) D 1 L , D 1 – диаметр переднего валка, см, L – его длина, см, – плотность кг/дм 3 , –коэффициент использования машинного времени (0.85-0.9), t ц = t 1 + t 2 + t 3 – время цикла (загрузка, пластикация, выгрузка) в мин.
При пластикации каучука:
|
|
 мин,
мин,где Пл – изменение пластичности по Карреру, i – зазор, см, u – окружная скорость быстроходного валка, м/мин, f – фрикция, A , n , m – коэффициенты.
Значения коэффициентов:
В запасе находится при вальцевании приблизительно столько же смеси, сколько на валке.
- Непрерывный режим.
где 0.75 – коэффициент заполнения канавок рифления обрабатываемым материалом, F – площадь сечения канавки, м 2 , l – шаг рифления, т.е. расстояние между соседними канавками, м, k =1 или 2 в зависимости от того, сколько валков с рифлениями.
1.3.12. Система охлаждения.
Система охлаждения бывает закрытой (сейчас не применяется) и открытой. Преимущество последней – высокие значения коэффициента теплоотдачи в тонких струйках из форсунок (малый диаметр струю, высокая скорость, большое значение критерия Рейнольдса) и из-за частичного испарения воды при контакте с горячими стенками.
- Тепловой баланс.
где Q 1 = N t ц – тепло, выделяющееся за счет внутреннего трения в материале, кДж, N – мощность двигателя, кВт; – КПД привода, t ц – время цикла, с; Q 2 – дополнительно подводимое тепло, кДж; Q 2 = m h t ц – с паром, m – расход пара, кг/с, h – изменение энтальпии пара, кДж/кг; Q 3 = GC Tt ц – тепло, пошедшее на нагрев резиновой смеси, кДж, G – производительность вальцов, кг/с, С – теплоемкость резиновой смеси, кДж/(кгК), T – изменение температуры смеси, К; Q 4 = F ( T пов – T в )+с 0 F (( T пов /100) 4 –( T в /100) 4 ) – потери тепла в окружающую среду, слагающиеся из конвективных и лучистых (считается для каждого валка), кДж, – коэффициент теплоотдачи при естественной конвекции от стенки вальцов к воздуху, кВт/(м 2 К), F – поверхность теплообмена, м 2 , T пов и T в – температура поверхности валка и окружающего воздуха, соответственно, К, с 0 – коэффициент излучения абсолютно черного тела, с 0 =5.6710 -3 кВт/(м 2 К 4), – степень черноты; Q 5 = m в С в T в t ц – тепло, унесенное охлаждающей водой, кДж, m в – расход воды, кг/с, С в =4.2 кДж/(кгК) – теплоемкость воды, T в – изменение температуры воды, К.
1.3.13. Установки для приема и охлаждения ленты резиновой смеси.
- Фестонного типа. Лента срезается с вальцов или ЧМ с листовальной головкой, проходит ванну с каолиновой суспензией и подается в фестонообразователь. Фестон получается в результате прижатия ленты резиновой смеси к штанге конвейера рычагом, который приводится в действие пневмоцилиндром. Как только образуется фестон, рычаг перемещается на один шаг. Далее смесь поступает в камеру, охлаждаемую воздухом с помощью вентилятора. Размер камеры рассчитан на 4 беча. Охлажденные фестоны подаются к узлу укладки, где лента разрезается на листы заданной длины, которые подаются на поддоны, установленные на весах.
Недостаток этой системы – громоздкая, нет возможности закатывать смесь в бабины для последующей подачи к ЧМ. Последний недостаток устранен на некоторых конструкциях (фирма "Пирелли").
В новых системах лента шириной 0.6 м срезается с вальцов, обрабатывается водной каолиновой суспензией, затем разрезается надвое вдоль дисковым ножом. Затем охлаждается вентиляторами. Скорость движения – 8-38 м/мин, количество вентиляторов 4-7. Дольше режется на ленты или закатывается в бобины. Существуют такие установки частично вертикального типа, весьма компактные
- Ленточного типа. При поточном производстве лента с вальцов идет на каландры или ЧМ по ленточному транспортеру без дополнительного охлаждения. Предварительно она разрезаются на узкую ленту вдоль или поперек (не до конца).
4.2 Штамповка на ковочных вальцах (вальцовка).
Эта штамповка напоминает продольную прокатку в одной рабочей клети, на двух валках которые закрепляют секторные штампы, имеющие соответствующие ручьи.
Нагретую заготовку 1 подают до упора 2 в тот момент, когда секторные штампы 3 расходятся. При повороте валков происходит захват заготовки и обжатие ее по форме полости; одновременно с обжатием заготовка выталкивается в сторону подачи.
На вальцах изготовляют поковки сравнительно несложной конфигурации, типа звеньев цепей, рычагов, гаечных ключей и т. п. Кроме того, на вальцах фасонируют заготовки для последующей штамповки, чаще всего на кривошипных горячештамповочных прессах.
Профилируют и штампуют на вальцах в одном или нескольких ручьях. Исходное сечение заготовки принимают равным максимальному сечению поковки, так как при вальцовке происходит главным образом протяжка.
4.3 Устройство и принцип работы деформирующего оборудования и штамповочной оснастки.
 |
Кинематическая схема КГШП
Рисунок 1
1- Ползун;
4- Электродвигатель
5- Приёмный вал
6- Малое зубчатое колесо
7- Большое зубчатое колесо
8- Пневматическая функциональная дисковая муфта
9- Кривошипный вал
11- Стол пресса
Штамповка на кривошипных горячештамповочных прессах КГШП изготовляют усилием 5-10 мм. Они успешно заменяют и во многих случаях по технологическим возможностям превосходят паро-воздушные штамповочные молоты с массой подающих частей до 10 тонн. КГШП характерно то, что усилие, возникающее при штамповке, воспринимается массивной станиной. На станине пресса установлен электродвигатель. На его валу закреплён шкив, от которого крутящий момент через клиноременную передачу передаётся маховику, закреплённому на приёмном валу. На другом конце этого вала насажана малое зубчатое колесо, находящееся в зацеплении с большим зубчатым колесом со встроенной в него пневматической муфтой включения. Большое зубчатое колесо с муфтой расположено на коленчатом валу, который при вращении приводит в движение шатун с ползуном в направляющие стороны.
Для остановки вращения кривошипного вала после включения муфты служит тормоз. Стол пресса, установленный на наклонной поверхности, может перемещаться клином и тем самым в незначительных пределах регулировать высоту штамповочного пространства. Для обеспечения удаления поковки из штампа пресса имеется выключатели в столе и ползуне. Выталкиватели срабатывают при ходе ползуна вверх. Остановка моховика производится тормозом при включенном электродвигателе.
В отличии от молотов прессы имеют жёсткий график движения ползуна, полный ход которого вверх и вниз одинаков и равен удвоенному радиусу кривошипа. В связи с этим при многоручьевой штамповке невозможно применить протяжной, подкатной, отрубной ручьи. Поковки, требующие использования указанных ручьёв штампуют на КГШП из заготовок периодического проката или предварительно фасонированных на ковочных пальцах. Скорость ползуна в момент соприкосновения верхней части штампа с заготовкой равна 0,3 – 0,8 м/с, то есть в несколько раз меньше скорости базы молота в момент удара. Так как деформация выполняется в каждом ручье за один ход пресса, заготовки должны быть чистыми от окалины во избежании порчи поверхности паковки.
Постоянство величины хода ползуна, большая точность его движения в мощных регулируемых направляющих станины пресса, применение штампов с направляющими колонками и выталкивателями для принудительного удаления поковок обеспечивает большую точность изготовления поковок, с меньшими штамповочными уклонами, припусками, допусками и расходом металла, чем при штамповке на молотах. Выталкиватели размещают в вертикальных отверстиях ручьевых вставок штампа. Во время штамповки рабочей поверхности выталкивателей составляют часть поверхности ручьёв. При обратном ходе ползуна специальный механизм в штампе, приводимый в действие от выталкивателя пресса, поднимает ручьевые выталкиватели, которые выбрасывают поковку из ручья.
Для исключения заклинивания и поломки пресса открытые штампы на КГШП не смыкаются на величину заусенца из-за отсутствия ударов служат больше молотовых. На КГШП используют штампы сборной конструкции с ручьевыми вставками, которые при износе заменяют. Наличие выталкивателей обеспечивает удобство штамповки в закрытых штампах выдавливанием и прошивкой. При выдавливании заготовку устанавливают в полость штампа и осаживают в этой полости с одновременным истечением части металла за её пределы. КПД прессов примерно в 2 раза выше КПД молотов. Прессы совершают 35-90 ходов в мин, то есть примерно столько, сколько 4 эквивалентные им по мощности молоты. Штамповка на прессе в 1,5 – 3 раза производительней, чем на молоте, и её легче механизировать и автоматизировать.
При закрытой штамповке без заусенца полученная по приведённой формуле значения усилия уменьшают на 2,0 – 2,5%. P = k F, где P – площадь проекции штампованной паковки с заусеничным носочком, см кв; k – коэффициент, учитывающий сложность формы поковок (k = 6,4 / 7,3).
Аварийное устройство
Механизм регулировки зазора
Перемещение переднего валка осуществляется при передвижении корпуса подшипников в проемах станин машины. Механизм регулировки зазора представляет винтовую пару: гайка закреплена неподвижно в станине, а винт вращается электродвигателем через червячные передачи.
Винт упирается в предохранительную шайбу, которая находится в корпусе подшипника. Эта шайба разрушается в случае перегрузки вальцев распорным усилием.
Вальцевые машины относятся к оборудованию с повышенной опасностью обслуживания. Аварийное устройство вальцев включает в себя тросики, расположенные над валками. Один конец, троса жестко соединен с траверсой левой станины, а второй с рычагом выключателя. При нажиме на трос рычаг выключает электродвигатель.
Определение распорных усилий и полезно потребляемой мощности
Полная мощность потребляемая валками
Расчет производительности
Определение распорных усилий и полезно потребляемой мощности.
При вальцевании в рабочем зазоре возникают силы, которые стараются раздвинуть валки. Эти силы называются распорными. Их необходимо учитывать при расчете, иначе при чрезмерно больших усилиях возможна поломка вальцев.
Сложность явления вальцевания и недостаточная теоретическая изученность затрудняют расчет распорных усилий и потребляемой мощности. Данные величины можно определить двумя методами:
1. Обработкой опытных данных на основе теории подобии
2. Математическими анализом процесса при введении определенных допущений.
Для первого метода проводят опыты на модельной машине, получают распорные усилия и потребляемую мощность.
где: - диаметр валков; - величина зазора; - величина фрикции; - удельный вес смеси; L - длина валка; - угловая скорость быстроходного валка; - конечная пластичность материала![]() - опытные коэффициенты, которые для некоторых материалов приведены в справочниках.
- опытные коэффициенты, которые для некоторых материалов приведены в справочниках.
По второму методу простые математические зависимости получаются при введении следующих допущений:
1. Эффективная вязкость (средняя) смеси не изменяется
2. Режим течения смеси в зазоре минимальный – ламинарный
3. Материал прилипает к поверхности валков и скорость слоев у поверхности равна скорости движении валка (U=V)
4. Инерционные силы малы
5. Течение материала одномерно (в зазор)
6. Скорость смеси не меняется по вертикали
7. Давление на входе и выходе материала в валки равно нулю
8. Давление в плоскостях, параллельных осям валков, не меняется.
Тогда уравнение движения вязкой жидкости (Навье-Стокса) имеет вид:
 , (6.3)
, (6.3)
При интегрировании данного уравнения и учитывая допущения получено выражения для распорного усилия :
 , (6.4)
, (6.4)
где: - величина фрикции; - эффективная вязкость; - скорость переднего валка; - радиус валка; - длина валка; - зазор между валками.
Момент потребляемый валками равен сумме крутящих моментов:
![]() , (6.5)
, (6.5)
![]() - крутящие моменты быстроходного и тихоходного валков.
- крутящие моменты быстроходного и тихоходного валков.
Полная мощность потребляемая валками.
Она рассчитывается по формуле:
 (6.8)
(6.8)
где: - необходимый полный крутящий момент.
где: - момент холостого хода; - момент дополнительных сил трения.
 , (6.10)
, (6.10)
где: - радиальная нагрузка на цапфу; - коэффициент трения подшипника; - диаметр цапфы; - передаточное число трансмиссии и фрикционной пары; - общий К.П.Д. трансмиссии и фрикционной пары;
Момент дополнительных сил равен:
 , (6.11)
, (6.11)
где: - распорное усилие на валки.
Расчет производительности.
Валковые машины работают по схемам однократного и многократного пропуска перерабатываемого материала через зазор. Для однократного прохождения материала через вальцы производительность определяется по формуле:
 , (6.12)
, (6.12)
где: - единовременной загрузки; - коэффициент использования машины (0.85 - 0.9). - удельный вес материла; - продолжительность цикла;
где: - диаметр переднего валка; - длина бочки валка.
Время цикла определяется по формуле:
![]() , (6.14)
, (6.14)
где: - время загрузки и выгрузки; - технологическое время работы. Это время определяется экспериментально.
Необходимо отметить, что существует и другие расчета зависимости при определении производительности вальцев.
Тепловой расчет вальцев.
При переработке материала в зазоре валков выделяется большое количество тепла и в результате этого повышается температура как рабочей поверхности валков, так и перерабатываемой смеси. Для предотвращения нежелательных температурных изменений (подвулканизация и т.п.) предусматривается специальное охлаждение валков. Количество тепла выделяемого при переработке можно определить по мощности потребляемой вальцами, с учетом КПД всех передач и цапф.
Это тепло расходуется на нагревание обрабатываемой смеси , на потери в окружающую среду и на нагрев охлаждающей водой .
![]() , (6.16)
, (6.16)
где: - производительность валка; - удельная теплоемкость; - конечная и начальная температура смеси.
Потери тепла в окружающую среду , складывается из потерь тепла конвекцией и лучеиспусканием .
 , (6.18)
, (6.18)
где: - температура валка и окружающего воздуха, ° С; - абсолютная температура валка и воздуха, ° К; - общий коэффициент излучения (зависит от излучения валка, окружающей среды и абсолютно черного тела); - поверхность теплоотдачи и излучения; - коэффициент теплоотдачи (для неподвижного воздуха).
 , (6.19)
, (6.19)
где: - диаметр валка.
Количество тепла уносимого охлаждающей водой:
![]() , (6.20)
, (6.20)
Блога два с половиной года назад была затронута тема расчета геометрии деталей, получающихся в процессе вальцовки. В этой публикации речь пойдет об определении усилий , возникающих при вальцовке листового металла. Тема интересная...
И важная не только для специалистов эксплуатирующих листогибочные вальцы, но и для всех, кто, так или иначе, связан с процессом гибки на листогибочных и обычных прессах.
Во всех расчетных формулах для определения усилия гибки листов в качестве одних из главных определяющих параметров фигурируют или предел прочности, или предел текучести металла листовой заготовки. Известно, что в процессе изгиба область, подверженная деформации, упрочняется. Но на сколько? Иногда это упрочнение учитывают повышающим предел текучести постоянным коэффициентом, как, например, в . В программе, представленной в этой статье, повышение прочности будет определено и учтено аналитически по расчетной кривой деформационного упрочнения .
В паспортах листогибочных валковых машин в последнее время обычно указывается максимальная ширина и толщина изгибаемой листовой заготовки из стали С255 и наименьший радиус вальцовки. А на практике постоянно возникает вопрос – «потянут» ли вальцы менее широкий, но более толстый лист, да еще, возможно, и из другой марки стали? Вопрос не праздный – ошибка может привести к поломке станка и дорогостоящему последующему ремонту.
Включаем MS Excel и начинаем рассмотрение решения озвученной задачи на примере вальцовки листового металла на трехвалковой листогибочной машине.
Расчет в Excel моментов и сил при вальцовке.
Задача:
Определить возможность гибки и правки обечайки диаметром 1600 мм и длиной 1500 мм из листовой стали С345 (09Г2С) толщиной 18 мм на вальцах марки И2222.
Из паспортных данных машины известно, что на ней можно изготовить обечайку минимальным диаметром 440 мм и длиной 2000 мм из листовой стали С255 (Ст3 сп5) толщиной 16 мм.
Вальцовка листового металла на трехвалковой машине с подвижным в вертикальной плоскости верхним валком показана на схеме, из которой очевидно, что наиболее нагруженным является верхний валок.
Задачу решим следующим образом:
1. Определим в расчете №1 усилие на верхнем валке при гибке и правке обечайки с предельными размерами из паспорта. То есть узнаем возможности листогибочной машины И2222.
2. В расчете №2 вычислим силы, действующие на наиболее нагруженный верхний валок при гибке и правке интересующей нас короткой трубы из стали С345.
3. Сравним значения сил и сделаем выводы.
Расчет №1:

Расчет №2:

Вывод:
Так как усилия на верхнем валке в расчете №2 немного меньше усилий из расчета в Excel №1, то следует вывод: на вальцах И2222 можно изготовить трубу из стали 09Г2С диаметром 1600 мм, длиной 1500 мм с толщиной стенки 18 мм.
Формулы, использованные в расчете:
12. ε т =[σ т ] / E +0,002
13. m = lg ([σ в ] /[σ т ] )/ lg (ε в / ε т )
14. A =[ σ в ] /(g* ε в m )=[ σ т ] /(g* ε т m )
15. n =A *2 (2,59-m ) /(E/g *(2+m ))
16. R о =R +s /2
17. r о = R о /s
18. R г = R о /(1+n *r о (1-m ) )
19. M г R г m )*g
20. α г =arcsin ((L /2)/(R г +D /2+s /2))
21. P г =2*M г /(R г *tg (α г ))
22. R пр =k ф * R г
23. M пр =(A *b *s (2+m ))/(2 (m +1) *(2+m )* R пр m )*g
24. α пр =arcsin ((L /2)/(R пр +D /2+s /2))
25. P пр =2*π *M пр /(R пр *((π- α пр )*tg (α пр )+1-1/cos (α пр )))
Заключение.
Расчет в Excel был выполнен без учета веса верхнего валка. Если учесть этот момент, возможности листогибочной машины увеличатся на 2…3%.
Механические свойства сталей в пунктах 4…7 расчета можно найти в ГОСТ 27772-88 (ε т = δ 5 ).
При правке заваренных обечаек изгибающий момент и усилие на верхнем валке возрастают из-за неправильной геометрии подогнутых краев заготовки и усиления сопротивления замкнутого контура.
Коэффициент формы обечайки k ф в пункте 11 можно определить по подсказке в примечании к ячейке D13.
Этот коэффициент зависит от способа подгибки краев заготовки:
k ф =0,75…0,85 – при вальцовке без подкладного листа с плоскими краями;
k ф =0,80…0,90 — при вальцовке без подкладного листа по радиусу;
k ф =0,85…0,95 — при вальцовке с подкладным листом:
k ф =0,95…1,00 – при гибке на прессе в штампе.
В завершении статьи определим коэффициент упрочнения, о котором упоминалось в самом начале, для каждого из рассчитанных выше вариантов.
K 1 = M г1 /(W x 1 *[σ т ] 1 )=37783899/(2000*16 2 /6*245)=1,81
K 2 = M г2 /(W x 2 *[σ т ] 2 )=42658644/(1500*18 2 /6*325)=1,62
С уменьшением радиуса гибки листа логично нарастает упрочнение. Используя параметры кривой деформационного упрочнения, можно более точно определять усилия и при V-образной гибке на листогибочных прессах.
Смею предположить, что при использовании предложенной программы вальцовка листового металла станет для вас более понятной и безопасной.
Возможно под заказ развитие программы для других схем вальцовки (трехвалковые машины с подвижными нижними валками, четырехвалковые машины, гибка конических деталей).
Прошу уважающих труд автора скачивать файл с расчетной программой после подписки на анонсы статей в окне, расположенном в конце каждой статьи или в окне вверху страницы!
Желающие поддержать развитие блога могут это сделать, перечислив средства на любой (в зависимости от валюты) из указанных кошельков WebMoney : R 377458087550, E 254476446136, Z 246356405801.